
Mga De-kalidad na Kagamitan At Proseso ng Pagkontrol sa Kalidad
Ang lahat ng mga balbula ay pinaandar ng mahusay na sistema ng kontrol sa kalidad, maaasahang mga tool sa inspeksyon at mahusay na sinanay na mga manggagawa sa QC, pinapanatili ng ARAN ang kalidad bilang pinakamataas na kahalagahan sa aming customer.
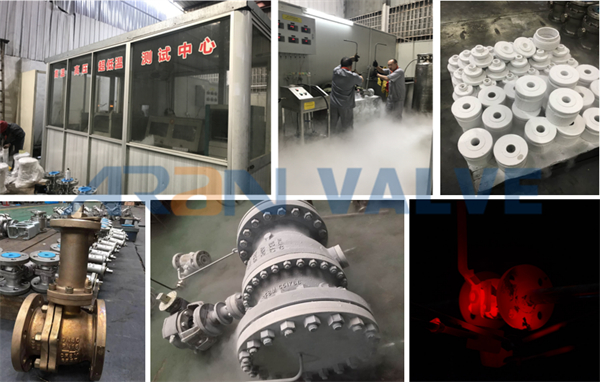
Ang ARAN ay may sariling in-house testing department at pati na rin ang third party na awtorisadong lab para sa espesyal na kontrol sa kalidad, lahat ng inspeksyon at pagsusuri ay ginagawa ng mga kwalipikado at may karanasang bagay.
Ang pasilidad ng kagamitan sa pagkontrol ng kalidad sa bahay, na para sa pagsubok sa epekto, pagsubok sa katigasan, pagsubok sa tensile, komposisyon ng kemikal at lab ng mekanikal na ari-arian atbp.
Sa pag-order ngQuality Control Plan (QCP) at Inspeksyon atInspeksyonMaaaring maibigay ang Test Plan (ITP) para sa pag-apruba ng Kliyente bago ang produksyon.
1. Kontrol ng hilaw na materyal ng balbula: Visual at inspeksyon ng dimensyon, PMI, Kapal ng pader, Pagsusuri sa epekto kung sa pamamagitan ng kahilingan, NDE tulad ng PT, UT, MT, RT.
2. Pag-inspeksyon sa proseso ng makina ng bahagi ng balbula: pagsuri sa sukat, pagsuri sa ibabaw ng makina at mga bahagi ng materyal, espesyal na kahilingan tulad ng pagsubok ng NDE sa pamamagitan ng kahilingan sa order.
3. Valve assembly at performance inspection: Ang bawat piraso ng valve ay nasa ilalim ng hydraulic at air test ang performance inspection ayon sa order standard request, special request tulad ng PAT test by order request.
4. Valve Paint, pakete at paghahatid.Espesyal na kahilingan tulad ng third party na inspeksyon sa pamamagitan ng kahilingan sa order.
Pangkalahatang Proseso ng Kontrol ng Kalidad
Kontrol ng hilaw na materyal ng balbula: Visual at dimensyon na inspeksyon, pagsusuri ng materyal, PMI, Kapal ng pader, Pagsusuri sa epekto kung sa pamamagitan ng kahilingan, NDE.



Pag-inspeksyon sa proseso ng makina ng bahagi ng balbula: pagsusuri ng dimensyon, pagsusuri sa materyal na ibabaw at mga bahagi ng makina, espesyal na kahilingan tulad ng pagsubok ng NDE sa pamamagitan ng kahilingan sa order.


Pagpupulong ng balbula at inspeksyon sa pagganap: Ang bawat piraso ng balbula ay nasa ilalim ng haydroliko at sinusuri ng hangin ang inspeksyon ng pagganap ayon sa karaniwang kahilingan ng order.



Valve Paint, pakete at paghahatid.



Espesyal na Kahilingan sa Kontroll ng Kalidad
Ulat sa pagsubok ng materyal sa lab ng ikatlong partido
- Pagsubok sa mekanikal at epekto
- Pagsusuri ng kemikal
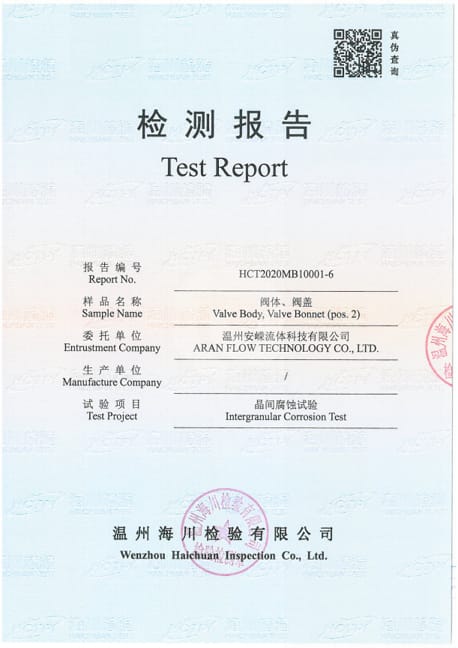
- Pagsusuri sa kaagnasan
- Pagsusuri ng ferrite
- Hydrogen inducted cracking test (HIC)
- Sulphide Stress corrosion cracking test
Non-Destructive test (NDE, NDT)
Ang pagganap ng VT,PMI,UT,PT ay maaaring gawin ng in house at third party na gumagawa ng UT,PT,MT,RT at hardness, at isama ang antas ng kwalipikasyon ng mga bagay na lahat ay gagawin acc.sa mga pangangailangan ng order ng customer.
- VT (Visual Test)
- PMI (Positive Material Identification)
- UT(Ultrasonic test)
- PT(Pentrant test)
- MT(Magnetic particle test)
- RT (X-Ray test)
- Pagsubok sa katigasan




Presyon at Pagsusuri sa Paggana
Mga pamantayan sa pagsubok tulad ng API 598, API 6D, ISO 5208, EN12266-1, GOST 9544 atbp.
- Pagsubok sa Pag-andar/ Pagsubok sa halaga ng Torque
- Hydraulic test / Air test
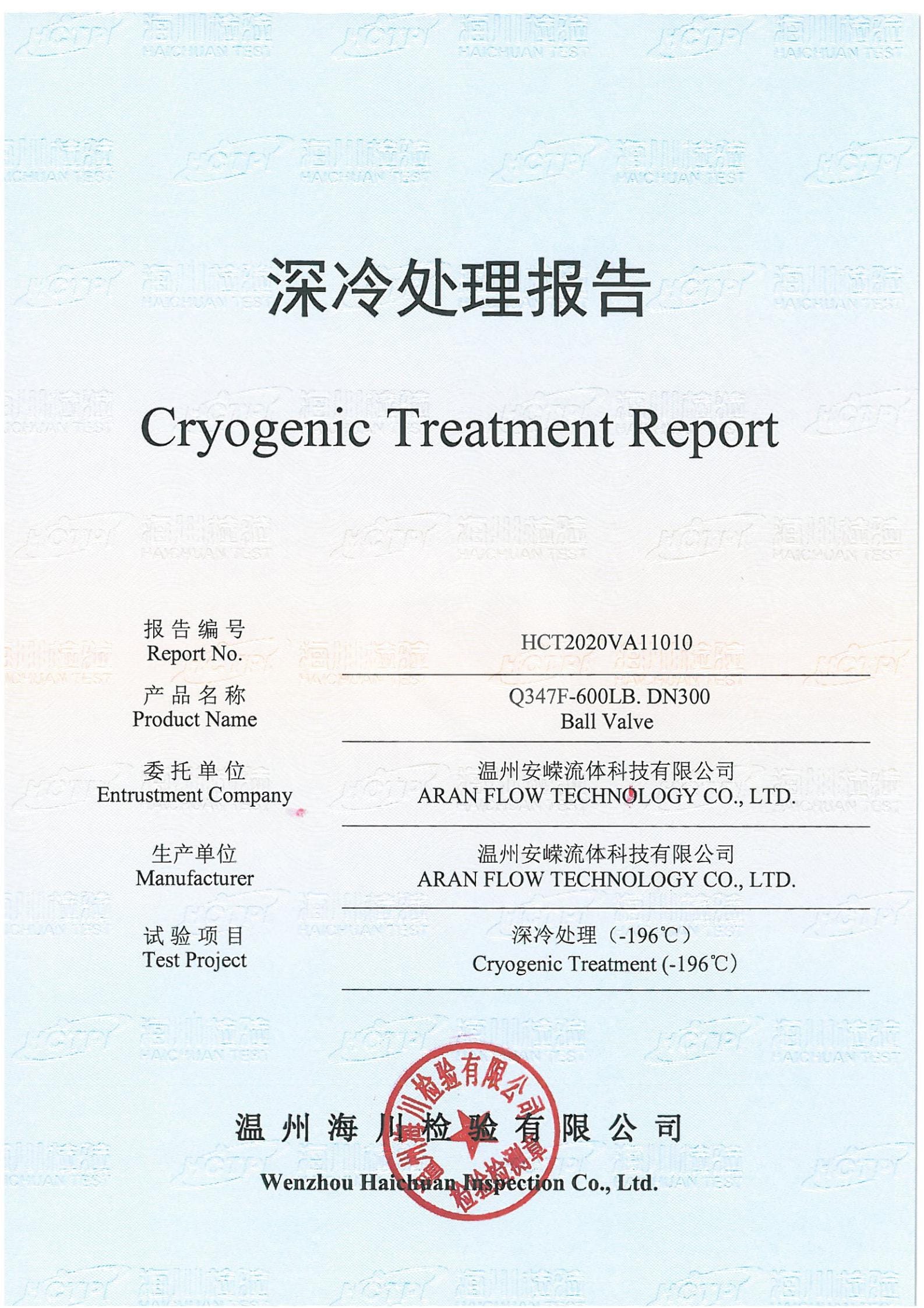
- Mababang temperatura Cryogenic Helium gas test -196°C
- Pagsubok sa mataas na temperatura 600°C
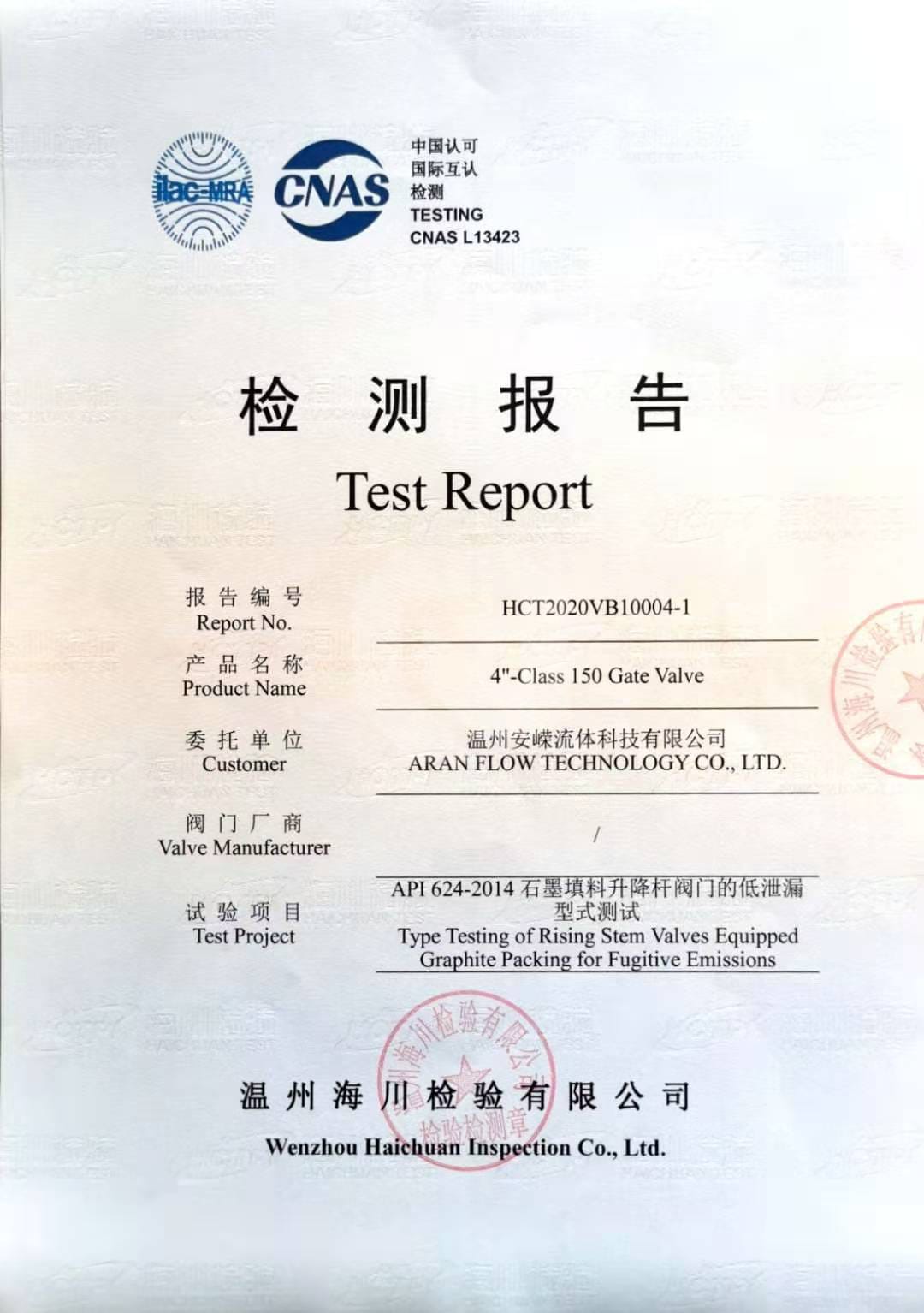
- Pagsusulit sa Fugitive Emission 15848-1 o 15848-2
- pagsubok na ligtas sa sunog
- FAT test (factory acceptance test)
- PAT test (pagsusuri sa pagtanggap ng produkto)
Pagsusuri sa mababang temperatura: ang mga pasilidad ng lab na mababa at mataas ang temperatura upang magsagawa ng mga pagsusuri sa mababa o mataas na temperatura alinsunod sa mga kinakailangan ng order.Inilalantad ng pagsubok ang balbula sa isang pagsubok na mababang temperatura Cryogenic test -196 ℃ o mataas na temperatura -538 ℃